
Горизонтальные швы : особенности и техника выполнения
Горизонтальные швы являются одним из основных видов сварных соединений, используемых в различных отраслях промышленности. Они применяются для соединения деталей, расположенных в одной плоскости, и обеспечивают герметичность и прочность конструкции.
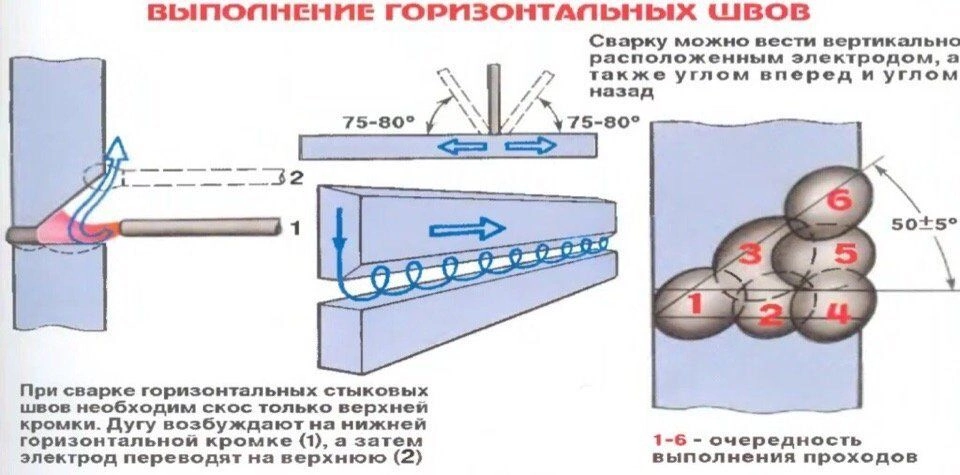
Техника проведения сварки горизонтальных стыковых швов включает следующие этапы:
Подготовка поверхности кромок металла. Перед началом сварки нужно зачистить поверхность от ржавчины и оксидной плёнки.

Выбор режима сварки. В зависимости от толщины металла свариваемых деталей и требуемой прочности соединения выбирается режим сварки, включающий силу тока, напряжение и скорость движения электрода.
Начало сварки. Электрод подводится к детали под углом около 45 градусов и начинается движение вдоль линии соединения.
Формирование шва.
Во время сварки электрод перемещается равномерно, обеспечивая равномерное заполнение шва металлом.
Завершение сварки. После достижения необходимой длины соединения сварка прекращается, и шов очищается от шлака и брызг металла.
При выполнении горизонтальных швов необходимо учитывать следующие особенности :
Угол наклона электрода.
Идеальный угол наклона электрода составляет около 45 градусов, что обеспечивает наилучшее формирование соединения.
Скорость сварки.
Слишком быстрое сплавление может привести к не проварам, а слишком медленная — к перегреву металла и образованию дефектов.
Положение электрода.
Электрод должен перемещаться равномерно и без рывков, обеспечивая равномерное заполнение шва металлом.
Соблюдение этих правил и особенностей техники осуществление горизонтальных швов позволит получить качественное и надёжное сварное соединение.
0 Комментариев